|
|
|
|
|
Construcción de transportadores con rodamiento giratorio de bolas SD.616.20.00.B 616*472*56 mm No tiene dientes
Datos del producto:
Pago y Envío Términos:
|


Descripción detallada del producto
| El material: | 50Mn | el sello: | sello doble |
|---|---|---|---|
| diámetro externo: | 616 mm | Diámetro interno: | 472 mm |
| Alturas: | 56m m | Tiempo de entrega: | 45 días |
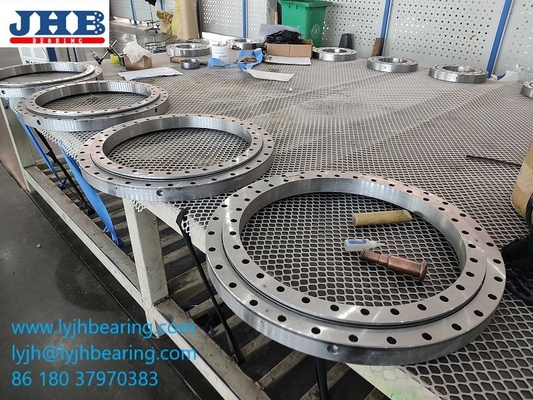
Construcción de transportadores con rodamiento giratorio de bolas SD.616.20.00.B 616*472*56 mm No tiene dientes
4 puntos de contacto de la bola de rodamiento giratorio SD.616.20.00.B pertenece a la estructura ligera, el grosor es muy delgado, la altura sólo 56 mm. Las piezas de repuesto incluyen el anillo interior y el anillo exterior y la bola y el doble sello. el tamaño límite:616 * 472 * 56 mm.Habíamos ofrecido el rodamiento a un cliente europeo para la máquina transportadora.
![]()
El rodamiento de bola giratoria SD.616.20.00.B especificación como sigue:
| Tipo de rodamiento giratorio | El SD.616.20.00.B |
| Tamaño completo | 616*472*56 mm |
| Diámetro exterior | 616 mm |
| Diámetro interno | 472 mm |
| Alturas | 56 mm |
| Estructura | Las demás partes de las máquinas de la partida 84 |
| De rodadura | El balón |
| Material del anillo interior y del anillo exterior | 42CrMo,50Mn disponible |
| Material de las bolas | GCr15 |
| Tratamiento térmico | extinción+temperatura 229HB |
| Dientes | Sin dientes. |
| Código del SH | 84821000090 |
| Paquete | Casilla de madera |
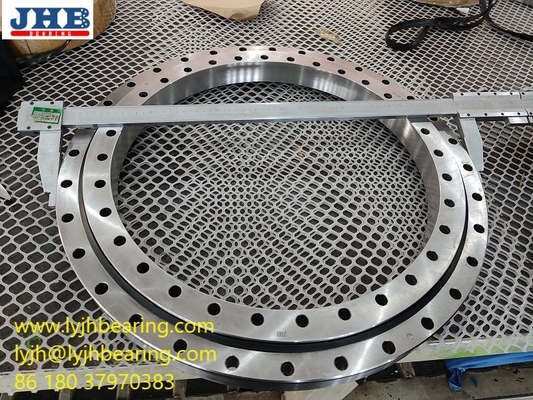
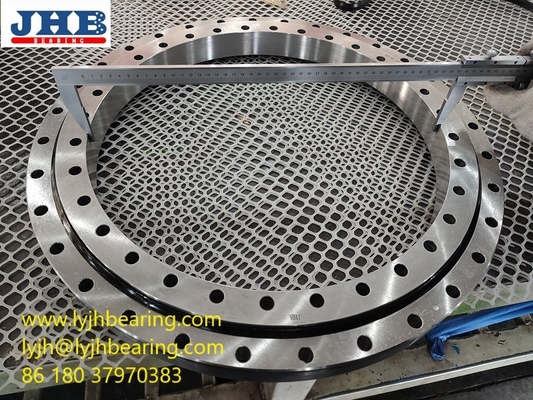
Rodamiento giratorioEl SD.616.20.00.Bimagen de referencia real:
![]()
![]()
![]()
![]()
El rodamiento giratorio es uno de nuestros productos principales.
1. rodamiento de bolas de cuatro puntos de contacto (sin engranaje, engranaje externo, engranaje interno);
2. dos rodamientos de rodadura de bolas en fila (sin engranaje, engranaje externo, engranaje interno);
3. rodamiento de rodillos cilíndricos cruzados; ((sin engranaje, engranaje externo, engranaje interno);
4. rodamiento de rodillos cilíndricos de tres filas; ((sin engranaje, engranaje externo, engranaje interno);
5. rodamiento de rodillos cónicos cruzados (sin engranaje, engranaje externo, engranaje interno);
6. rodamiento combinado de bolas y rodillos. ((sin engranaje, engranaje externo, engranaje interno);
Paquete
1Primero lubricado, luego rodeado con película de plástico, papel kraft, cinturón azul, luego envasado en
Casilla de madera, reunida por última vez en un palet de madera.
2 Según sus necesidades
Tiempo de entrega
1. Para el producto general, nuestro tiempo de entrega necesita sólo 5 días es suficiente (mercancías en stock).
2.Si usted tiene requisitos técnicos especiales o necesita procesamiento adicional, primero
Orden sólo necesita 25 días, si eso es un pedido continuo de rodillos, nuestro tiempo de entrega sólo necesita 12 días.
Materiales para rodamientos:
Proceso de forja:
Los anillos blancos de los rodamientos están hechos principalmente de varillas y tubos, mientras que el proceso de forja sólo es aplicable a varillas.y son adecuados para rodamientos grandes y medianosLa forja se puede dividir en forja en caliente, forja en frío y forja en caliente.la forja en caliente es la forja a una temperatura no superior a la temperatura de recristalización, y la forja en frío se refiere a la forja a temperatura normal.
El propósito de la forja de ferrules: 1. Mediante la forja, obtener un blanco con un tamaño similar al producto, mejorar la utilización de materiales metálicos, reducir la cantidad de mecanizado y reducir los costos. 2.La forja puede eliminar los defectos internos del metal, mejora la estructura y, por lo tanto, aumenta la vida útil del rodamiento.
Proceso general de forja:
Material de barra, inspección, calentamiento, blanqueo, calefacción secundaria, forja, laminado, enfriamiento, recocido, limpieza
Torsión en bruto: la torsión en bruto se realiza de acuerdo con el dibujo del proceso de torsión,y la velocidad de corte y la cantidad de corte se aplican estrictamente de acuerdo con los reglamentos técnicos (la velocidad de corte general es de 5 rpm. La cantidad de corte es de 10 mm ~ 12 mm).
2.2 Envejecimiento por torneado en bruto: una vez finalizado el torneado en bruto de las piezas de rodamientos, no se permite el apoyo en tres puntos y la colocación plana (no se permite apilar),y el procesamiento de torneado de precisión se puede realizar después de que el tiempo de envejecimiento no sea inferior a 48 horas.
2.3 Piezas de rodamientos de giro fino Al terminar el giro, la velocidad de corte es de 6 a 8 revoluciones por minuto y la cantidad de corte es de 0,3 a 0,5 mm.
2.4 Giración de precisión: Para evitar que las piezas se deformen cuando las piezas de rodamiento estén finalmente terminadas, las piezas deben aflojarse para que las piezas estén en un estado libre de tensión.La velocidad de giro es de 8 revoluciones por minuto y la cantidad de corte es 0.2 mm.
2.5 Proceso especial para el anillo interior del rodamiento de rodamiento de rodamiento de tres filas: Para evitar que el anillo interior del rodamiento de rodamiento de tres filas se deforme después del tratamiento térmico.El proceso de torneado debe realizarse en parejas, es decir, la carrera es de procesamiento de espalda a espalda.
2.6 Carro acabado después de calentado: después de que los anillos interior y exterior del rodamiento hayan sido tratados térmicamente, se realiza el proceso de giro del carro acabado, y los procedimientos técnicos son los mismos que los de los puntos 2.3 y 2..43), y
Tratamiento térmico
3.1 Apagamiento de la superficie de la pista de rodadura: la superficie de la pista de rodadura del rodamiento se apaga a una frecuencia media, la dureza no es inferior a 55 HRC, la profundidad de la capa endurecida no es inferior a 4 mm,la anchura de la cinta blanda es inferior a 50 mm, y la marca "S" está marcada en consecuencia. (A veces los clientes pueden solicitar carburization, nitriding, carbonitriding, etc.)
3.2 Templado tras tratamiento térmico: después del enfriamiento de frecuencia intermedia de los anillos interno y externo del rodamiento, debe exponerse a 200 oC durante 48 horas antes de hornearse..Para asegurar que las tensiones internas desaparezcan.
Proceso de laminación y fresado4.1 En el caso de rodamientos giratorios con dientes internos y externos, los dientes de laminación y fresado deben realizarse antes del proceso de molienda.y deben procesarse en estricta conformidad con los requisitos tecnológicos, con un nivel de precisión igual o superior a 8.
5) Perforación
5.1 Inscripción: Después de medir las dimensiones externas de la pieza, realizar los procedimientos de inscripción y colocación de acuerdo con las dimensiones especificadas en el dibujo.Los agujeros no deben diferir entre sí en más del 3%.
5.2 Perforación: comprobar el tamaño de la línea de escritura de acuerdo con el dibujo, y luego realizar el proceso de perforación después de asegurarse de que las dimensiones son correctas.Los agujeros de montaje de la plataforma giratoria de manga interior deben combinarse y procesarse, y el error entre los orificios a 180 oC entre las correas blandas no debe ser superior al 5%.
06) Mejora
6.1 molienda gruesa: utilizar para la molienda corindón medio y molde de tres granos de granularidad de 36 grados y moldeadores de resina con orificios atmosféricos.La velocidad de la línea se controla a 1500 rpm para evitar quemaduras en la pista de carrerasLa profundidad máxima de rectificación no deberá exceder de 1 mm.
6.2 rectificación fina: utilizar una rectificación de ruedas de resina con una granularidad de 46 o 60 grados, la cantidad de rectificación debe ser menor que la de la rectificación en bruto,y el acabado debe alcanzar el nivel especificado en el dibujo
Campos de aplicación
Máquinas de minería, máquinas de elevación portuaria, equipos de transferencia de aceite portuario en tierra y mar
Las máquinas de construcción de la Unión Europea (UE) se han desarrollado de manera independiente.
máquinas, plantas siderúrgicas, centrales eléctricas electrónicas, generadores de energía eólica, otras construcciones
y máquinas o equipos industriales.
![]()
Contacto
Otros productos
-
Los rodamientos de los giradiscos RKS.061.25.1204 Dimensión 1338X1119X68mm
-
Anillo de rodamiento de rodillos de plato giratorio con dientes de engranaje RKS.162.14.0744
-
Slewing Ring Bearing RKS.060.20.0944 For Swivel Turntable
-
Anillo de giro Fa-00r3 Dientes de engranaje interno Fábrica 1166X985.6X54mm
-
Cuatro puntos de contacto con el rodamiento de bola E.1200.20.00.C Tamaño 1198.4X984X56mm
-
Fábrica de Rodamientos de Bolas de Cuatro Puntos de Contacto E787/760G2 950*760*80mm