|
|
|
|
|
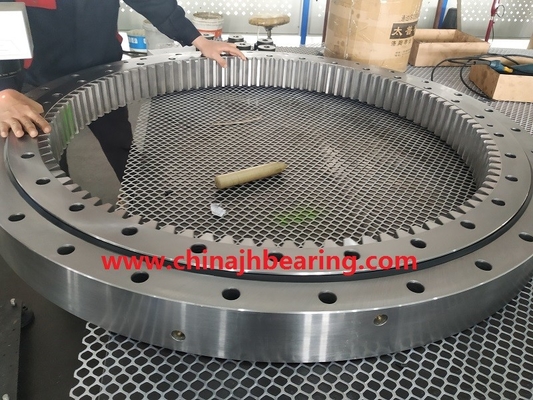
VSI200844N rodamiento giratorio utilizado para sistemas de manipulación y máquinas herramienta 916x736x56mm
Datos del producto:
Pago y Envío Términos:
|



Descripción detallada del producto
| Materiales de rodamiento: | 42CrMo | con dientes: | con dientes |
|---|---|---|---|
| aceite de rodamiento: | - ¿ Qué? | Llevar la lubricación: | Grasa |
| Período de la calidad: | 5 años | paquete: | Caso de madera fuerte |
VSI200844N rodamiento giratorio utilizado para sistemas de manipulación y máquinas herramienta 916x736x56mm
VSI200844N Detalles de los rodamientos de contacto de cuatro puntos:
- estos anillos giratorios sin precarga son robustos y comprobados en operaciones muy exigentes; sólo exigen ligeramente la planitud y la perpendicularidad de la construcción adyacente
- son adecuados para aplicaciones con requisitos bajos de exactitud y rigidez de la disposición del rodamiento, por ejemplo en máquinas de trabajo de metales simples,Equipo eólico y maquinaria de construcción
VSI200844N Datos del rodamiento:
| Tipo de rodamiento giratorio | VSI200844N |
| Dimensión de los límites: | Las medidas siguientes se aplicarán: |
| El día siguiente: | 916 mm |
| Dia interno: | Las demás: |
| Alturas | 56 mm |
| Parámetro de los dientes de engranaje: | |
| Dientes de engranaje | Dientes de engranaje internos |
| Ángulo de presión | 20 |
| - ¿ Qué? | 8 |
| Z es | 94 |
| El material: | |
| Material del anillo exterior | 42CrMo, 50Mn |
| Material del anillo interior | 42CrMo, 50Mn |
| Material de las bolas | GCr15 |
| Paquete:casilla de madera fuerte | |
| Período de calidad | 1 año |
![]()
Partes de rodamientos
Esfera de acero/Roller:acero de rodamiento de carbono y cromo GCr15SiMn o GCr15 para laminado
Jaula: incluye jaula integral, jaula de segmento y jaula de tipo espaciador. Usamos acero o cobre de 20 # para jaulas integrales y de segmento, resina PA 1010 o bronce QA110-3-105 para jaulas de tipo espaciador.
Sellos: utiliza NBR o VITON, poca lana de fieltro.
Proceso de forja:
Los anillos blancos de los rodamientos están hechos principalmente de varillas y tubos, mientras que el proceso de forja sólo es aplicable a varillas.y son adecuados para rodamientos grandes y medianosLa forja se puede dividir en forja en caliente, forja en frío y forja en caliente.la forja en caliente es la forja a una temperatura no superior a la temperatura de recristalización, y la forja en frío se refiere a la forja a temperatura normal.
El propósito de la forja de ferrules: 1. Mediante la forja, obtener un blanco con un tamaño similar al producto, mejorar la utilización de materiales metálicos, reducir la cantidad de mecanizado y reducir los costos. 2.La forja puede eliminar los defectos internos del metal, mejora la estructura y, por lo tanto, aumenta la vida útil del rodamiento.
Proceso general de forja:
Material de barra, inspección, calentamiento, blanqueo, calefacción secundaria, forja, laminado, enfriamiento, recocido, limpieza
Torsión en bruto: la torsión en bruto se realiza de acuerdo con el dibujo del proceso de torsión,y la velocidad de corte y la cantidad de corte se aplican estrictamente de acuerdo con los reglamentos técnicos (la velocidad de corte general es de 5 rpm. La cantidad de corte es de 10 mm ~ 12 mm).
2.2 Envejecimiento por torneado en bruto: una vez finalizado el torneado en bruto de las piezas de rodamientos, no se permite el apoyo en tres puntos y la colocación plana (no se permite apilar),y el procesamiento de torneado de precisión se puede realizar después de que el tiempo de envejecimiento no sea inferior a 48 horas.
2.3 Piezas de rodamientos de giro fino Al terminar el giro, la velocidad de corte es de 6 a 8 revoluciones por minuto y la cantidad de corte es de 0,3 a 0,5 mm.
2.4 Giración de precisión: Para evitar que las piezas se deformen cuando las piezas de rodamiento estén finalmente terminadas, las piezas deben aflojarse para que las piezas estén en un estado libre de tensión.La velocidad de giro es de 8 revoluciones por minuto y la cantidad de corte es 0.2 mm.
2.5 Proceso especial para el anillo interior del rodamiento de rodamiento de rodamiento de tres filas: Para evitar que el anillo interior del rodamiento de rodamiento de tres filas se deforme después del tratamiento térmico.El proceso de torneado debe realizarse en parejas, es decir, la carrera es de procesamiento de espalda a espalda.
2.6 Carro acabado después de calentado: después de que los anillos interior y exterior del rodamiento hayan sido tratados térmicamente, se realiza el proceso de giro del carro acabado, y los procedimientos técnicos son los mismos que los de los puntos 2.3 y 2..43), y
Contacto
Otros productos
-
Los rodamientos de los giradiscos RKS.061.25.1204 Dimensión 1338X1119X68mm
-
Anillo de rodamiento de rodillos de plato giratorio con dientes de engranaje RKS.162.14.0744
-
Slewing Ring Bearing RKS.060.20.0944 For Swivel Turntable
-
Anillo de giro Fa-00r3 Dientes de engranaje interno Fábrica 1166X985.6X54mm
-
Cuatro puntos de contacto con el rodamiento de bola E.1200.20.00.C Tamaño 1198.4X984X56mm
-
Fábrica de Rodamientos de Bolas de Cuatro Puntos de Contacto E787/760G2 950*760*80mm